事例Ⅲの図表の対応について by tanayan

読者のみなさん、こんにちは。
タキプロ13期のtanayanと申します。
二次試験まであと約2週間。
そろそろ最後の追い込みの時期ですね。
タキプロ2次試験対策セミナー開催!
★参加応募受付中★
下記バナーから参加申し込みいただけます!
■事例Ⅲ 過去の「図表」の出題実績
今日のテーマは『事例Ⅲの図表の対応について』になります。
事例Ⅲではたまに図表が出題されることがあります。
とは言え、回数はそれほど多くなく、過去の出題は「4回だけ」です。
具体的には、
H24年度
・図1 C社の製品別月平均販売数量(棒グラフ)
・図2 製品S1の流動数曲線(直近1カ月)
・図3 製品D2の流動数曲線(直近1カ月)
H27年度
・図1 C社の生産工程
・図2 主力マンホール蓋1ロット当たりの工程別加工時間(棒グラフ)
・図3 機械加工工程設備稼働状況(円グラフ)
H28年度
・表1 C社作成の社内コスト管理資料
・表2 C社の年間クレーム件数
・図1 C社作成の加工不良に関する特性要因図
H30年度
・図1 製品Aの在庫数量推移(2018年7月)
・図2 成型加工作業者の一日の作業内容(マン・マシン・チャート)
になります。
上記の通り、図表が出題される場合は、図表1つだけ、ということはなく、
2つか3つの図表が出題されています。
図表が出題された場合は、それも与件の一部と判断して、
図表から情報を読み取った上で解答を記載することが求められます。
棒グラフや円グラフのように、見れば分かるような、読み取りが簡単な図表の場合もありますが、
H24の「流動数曲線」やH30 の「在庫数量の推移」、「マン・マシン・チャート」のように
情報の読み取りに少し慣れが必要な図表もあります。
今回は事例Ⅲで過去に出題された図表の中から、それらの
「読み取りに少し慣れが必要な図表」
の読み取り方を復習しておきたいと思います。
■1.流動数曲線(H24)
流動数曲線の問題は今年度、R4年度の1次試験「運営管理」の第14問で出題されたため、
覚えていらっしゃる方も多いかと思います。
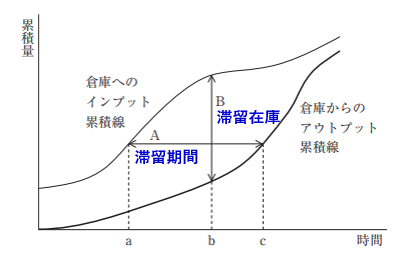
流動数曲線では、
インプットとアウトプットの差分の横軸(Aに相当)が時点aにおける「滞留期間」
インプットとアウトプットの差分の縦軸(Bに相当)が時点bにおける「滞留在庫」
を表していました。
これを踏まえて、H24の事例Ⅲの図2と図3を見てみましょう。
図2において、例えば4日目時点での製品S1の「滞留期間」は、
下図のように「7日間」ということになります。
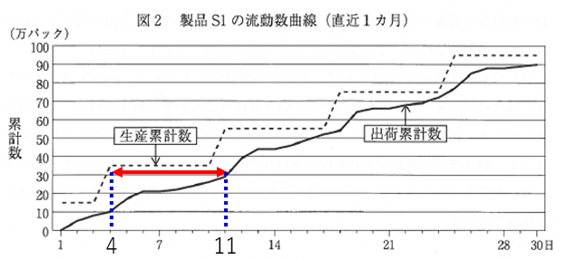
また、例えば7日目時点での製品S1の「滞留在庫」は、
下図のように「約15万パック」ということが読み取れます。
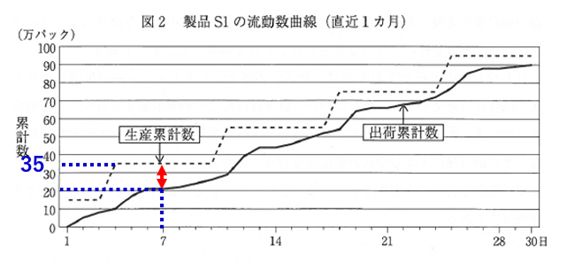
在庫管理コストを低減させて、C社の収益性を高めるためには、当然、
「滞留期間」は短く、「滞留在庫」は少なく
できた方が良い、ということになります。
つまり、このことを流動数曲線のグラフでいうと、
「インプット(生産累積数)とアウトプット(出荷累計数)のグラフが
できるだけ一致していることが望ましい」
ということになります。
逆に言えば、
「生産累計数と出荷累計数のグラフが離れているほど、
在庫管理コストが増加して、C社の収益性が悪化する」
ということでもあります。
従って、もし事例Ⅲで「流動数曲線」のグラフが出題された場合は、
「インプットとアウトプットのグラフが離れていないか」
ということを確認するようにしてください。
離れていれば、
「在庫が過大」、「在庫管理コストが過大」
という問題が発生していると考えられます。
実際にH24の事例Ⅲの図3は以下のようなグラフになっていました。
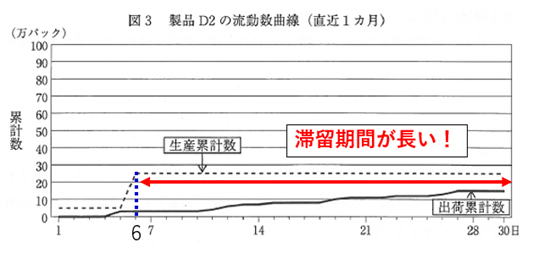
このグラフを見ると生産した製品(製品D2)がなかなか出荷されず、
滞留期間が図2の場合(製品S1)と比べて非常に長くなっていることが分かります。
一方で生産はストップしている(生産累計数は増えていない)ため、
滞留在庫数は増加していませんが、出荷がなかなか進んでいないため、
滞留在庫数もなかなか減少しない、という事態になっていることが分かります。
そのため、
「製品D2の在庫が過大」、そして「製品D2の在庫管理コストが過大になっている」
という問題があると考えられます。
従って、このことが問われている設問2では、
「在庫の解消」、「在庫の適正化」
といった課題を挙げることができます。
■2.在庫数量の推移(H30)
続いてH30の図1「在庫数量の推移」のグラフを見てみましょう。
本問題では与件文の記述から
「製品Aの生産ロットサイズは約3000個、週1回の生産を行っている」
と書かれています。
図1では、在庫が増えている(グラフが垂直に立ち上がっている)日に
製品Aの生産を行っていることが分かります。
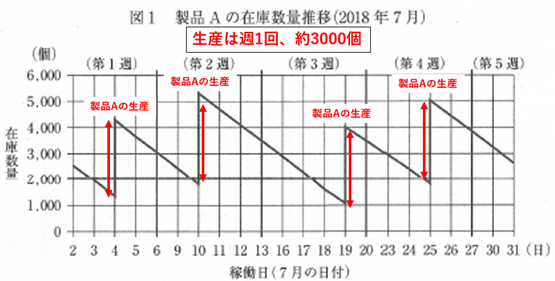
一方で、与件文には、「製品Aは毎日600個前後のを納品指定数である」とも書かれています。
従って、1回あたり3000個の製品Aを製造するのであれば、
3000÷600=5日
で製造した在庫を全て納品してしまうことが分かります。
与件文の記述で問題として挙げられているのは
「製品効率を上げるために生産ロットサイズは受注量よりも大きく計画され、
製品在庫が過大である」
ということです。
製品ロットサイズは先に見たので、次に、製品在庫についても図1で確認してみましょう。
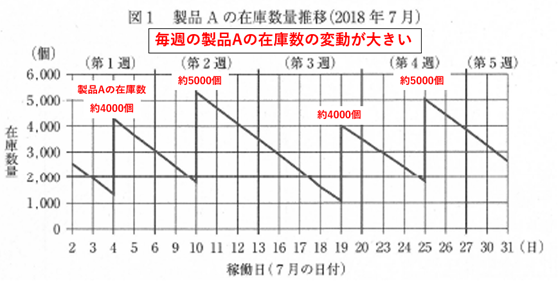
製品Aの毎週の最大の在庫数量は、
第1週:約4000個 → 第2週:約5000個 →第3週:約4000個 →第4週:約5000個
と、「毎週大きく変動している」ことが分かります。
この原因は「必要な量に対して、毎回大きなロットサイズを設定して、生産している」ためです。
縦軸の「在庫数量」に着目して問題点を読み取りましたが、図1を横軸でも見てみましょう。
すると、「生産の間隔が一定でない」ということにも気がつかれると思います。
ここからはその原因として、
「生産計画や需要予測の精度が低い」
という問題点を読み取ることができます。
■3.マン・マシン・チャート(H30)
最後は「マン・マシン・チャート」です。
マン・マシン・チャートを作成する目的は、
・時間帯ごとの「作業者の手待ち」や「機械の停止」などの「ムダな時間の発生」を抽出する
・抽出した「ムダな時間」を削減して生産性を高める
ことです。
この点を覚えておいて頂けると、今後「マン・マシン・チャート」が
事例Ⅲで再び出題された時にも対応できると思います。
従って、その方針に則り、図2を確認してみます。すると、下図のように、
人・機械ともに1日の業務時間の中でかなりの時間、待ち時間が
発生してしまっていることが分かります。
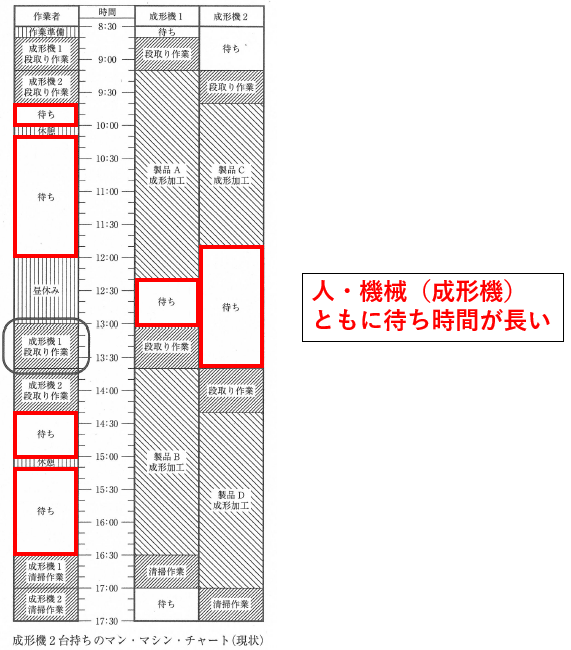
機械(成形機)に関しては、成型加工時間の終了が昼休みにかかってしまっているために、
昼休み中に稼働することができず、昼休み前後が丸々「非稼働時間」になってしまっており、
大きなムダが発生してしまっています。
その分、生産性が低くなってしまいますので、この点は問題です。
さらに、図2の中で、「成型機1の段取り作業内容の詳細」について
拡大されたグラフもみてみましょう。
すると、
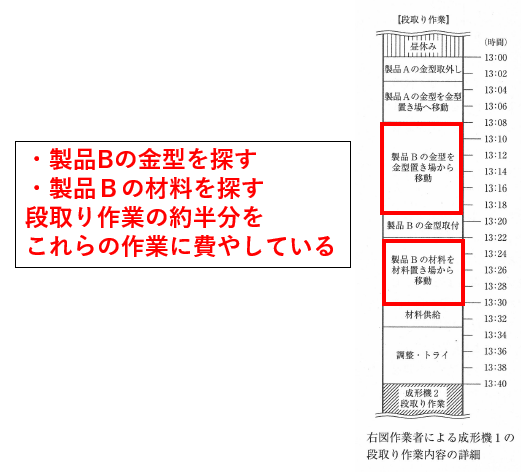
次に成形加工を行う
・製品Bの金型を金型置場から探して移動する
・製品Bの材料を材料置場から探して移動する
という作業に段取り時間の約半分を費やしてしまっていることが分かります。
従って、これらが原因で
「段取り時間が長期化」
していることが問題点として挙げられます。
■4.その他の図表の出題への対応
以上、事例Ⅲで過去に出題された図表の中で、
「情報の読み取りに少し慣れが必要な図表」
の読み取り方について復習させて頂きました。
過去に事例Ⅲでは、まだ出題されていない図表で出題の可能性があるとすれば、
・QC7つ道具(H28に「特性要因図」が出題)
・新QC七つ道具
・SLP(システマティックレイアウトプランニング)を実施する時に使用する
一連の図表(P-Q分析やフロムトゥチャート等)
が想定されます。
このあたり、もしお時間が許すようであれば、
「運営管理」のテキストやIE(インダストリアルエンジニアリング)の参考書等で、
・どんな図か
・何を目的として作成する図表なのか
・どう読めばよいのか
を復習しておかれると、図表に関しては心配なくなるのではないかと思います。
いずれにしても、事例Ⅲで図表が出題された場合に大切なことは、
「図表も与件文の一部」
として取り扱い、読み取った情報(問題点・課題)を解答の中に反映させることです。
■おわりに
私が二次試験前に書けるブログ記事はこれで最後になります。
皆さんの二次試験本番でのご健闘を祈念しております。
落ち着いて、最後まであきらめずに、ご自身の力を解答用紙に出し切ってきて下さいね。
次回はS@buさんの登場です。
お楽しみに!
「二次ラストスパートセミナー」
10月16日(日)19:00〜20:30
満員御礼!
キャンセル待ち申込受付中
詳細・申込みは下のバナーから!
最後まで読んでいただき、ありがとうございます!
↓下のボタンを押して、読んだよ! と合図していただけると、とっても嬉しいです。
(診断士関連ブログの人気ランキングサイトが表示されます[クリックしても個人は特定されません])

皆様の応援がタキプロの原動力となります。
ぽちっと押して、応援お願いします♪
タキプロ中小企業診断士 WEB勉強会の参加申請はこちら↓
\ 最新情報をチェック /

